Оборудование для обтира стальной проволоки горячего цинкования газообразным азотом
Оборудование для обтира стальной проволоки горячего цинкования газообразным азотом
Оборудование для обтира стальной проволоки – это бесконтактное решение, предназначенное для точного контроля толщины цинкового покрытия на горячеоцинокванной стальной проволоке. Оборудование подойдет для высокоскоростных линий цинкования. Воздушные ножи (аэроножи) обеспечивают мощное очищающее усилие, что способствует удалению излишков расплавленного цинка с поверхности проволоки. Благодаря фиксированному зазору между соплами, регулировка давления азота позволяет операторам точно регулировать интенсивность очистки и толщину покрытия.
Система азотной очистки включает в себя прецизионные воздушные ножи из нержавеющей стали 316, прочную опорную раму, изготовленную из того же материала, приводы давления азота (Японская SMC), встроенный датчик толщины покрытия (отечественного производителя) и систему управления на базе ПЛК (Siemens). Операторы могут легко задавать параметры, такие как диаметр проволоки, желаемая толщина покрытия и скорость линии, через интуитивно понятный интерфейс. Встроенная система мониторинга непрерывно измеряет толщину оцинкованного слоя с помощью сенсорной катушки, сравнивая полученные данные с установленными значениями. Механизм управления с обратной связью автоматически регулирует давление азота для поддержания постоянной толщины покрытия. Для создания точной базы данных контроля необходимо собрать и протестировать образцы продукции с типичными характеристиками проволоки. Эти образцы будут обрабатываться при различных давлениях азота, скоростях линии и диаметрах сопел. Данные об измеренной толщине покрытия статистически анализируются и сохраняются в базе данных ПЛК для надежного управления производством.
Чтобы достичь высокой точности и низкого расхода азота система предлагает шесть конфигураций сопел: ⌀0.8–1.45 мм, ⌀1.5–2.45 мм, ⌀2.5–3.95 мм, ⌀4.0–5.95 мм, ⌀6.0–7.75 мм и ⌀7.8–9.0 мм. Оборудование для азотирования соответствует требованиям высокоскоростного цинкования с максимальным значением DV до 220 мм·м/мин. Важно поддерживать точный контроль натяжения на протяжении всего процесса, что требует от отдающего и натяжного устройств постоянного поддержания натяжения. Не допускается использование стыковых соединений; все соединения проволоки должны быть сварены стыковой сваркой для обеспечения непрерывности процесса.
Система онлайн-контроля толщины покрытия
Шкаф управления системой очистки азотом
Встроенный датчик для толщины покрытия
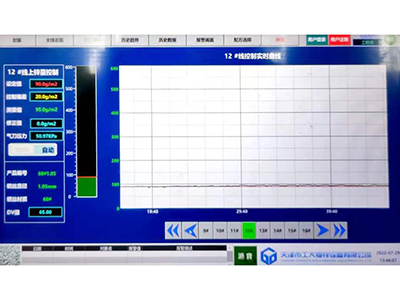
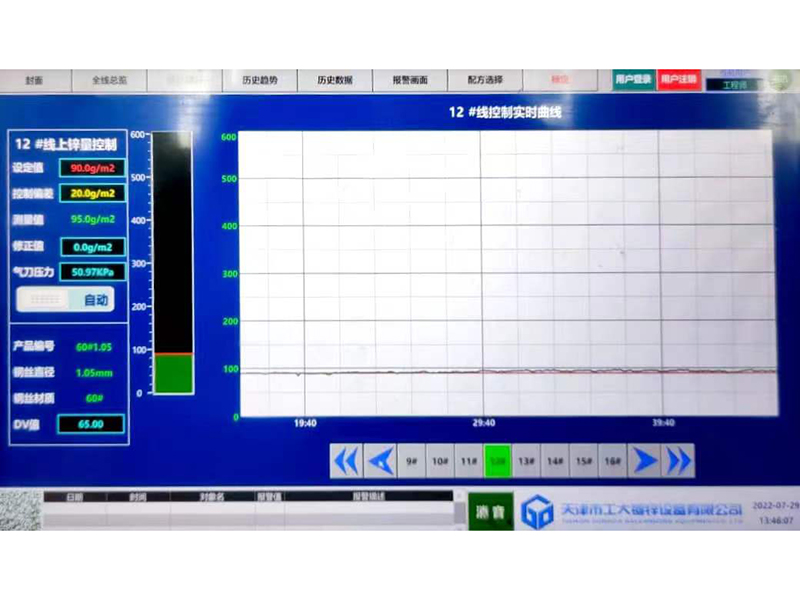
Система автоматического контроля толщиной покрытия HMI
Параметры
Материал стальной проволоки: стальная проволока с низким, средним или высоким содержанием углерода
Тип цинкования: горячее цинкование/ горячее цинкование-алюминий/ горячее цинкование-алюминий-магний
Толщина цинкования: 80–450 г/м²
Точность контроля: ±15 г/м²
Материал воздушного ножа: нержавеющая сталь 316, обработанная с высокой точностью
Режим управления: автоматическое управление ПЛК/ручное управление